抛光力控系统供应
气动圆盘工具对圆棒类工件的外表面进行打磨,实际打磨时气动打磨机来回移动,圆棒工件旋转移动,气动打磨机与圆棒工件之间线接触的打磨,要想打磨圆棒工件的整个外圆周,圆棒工件不但要进行轴线移动,还需要径向的调整位置,专机打磨的刚性接触使得打磨效率低,圆度不一致的缺陷,有待于改善。DFC力控系统安装在客户现有打磨专机上,保持圆棒匀速旋转通过滚筒线,在原有气动打磨机位置后,安装DFC力控系统,在力控系统执行器末端安装原有气动打磨机。按原有直线运动的轨迹实现柔性力控系统,但是DFC力控系统的柔性力控制功能使得快速移动的工件收到的打磨力在设定的力值范围内,使得原有的线性接触打磨为面接触打磨,使得不变化圆棒工件安装位置的情况下一次性力控系统,力控系统效率高,工件打磨后的圆度一致性好。力控系统 ,就选大儒科技(苏州)有限公司,有需要可以联系我司哦!抛光力控系统供应

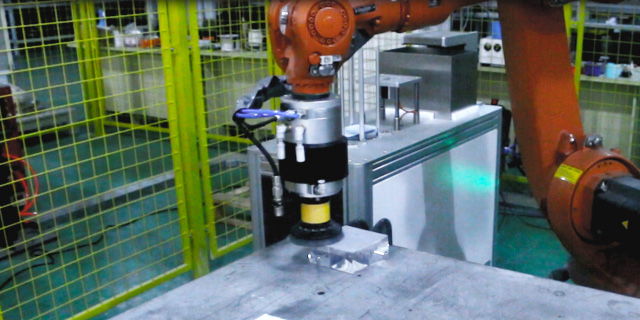
.根据权利要求1所述的一种基于六轴机器人的注塑件飞边自动打磨设备,其特征在于:所述的工作台(1)沿其周边设有框架(1-1),工作台(1)上部的框架(1-1)两侧及后部设有可移动的透明有机玻璃板(1-2),框架(1-1)前部的两立柱上安装有光栅(1-3),工作台(1)下部的框架(1-1)四周设有侧板(1-5),且工作台(1)下部的空腔用于安装控制箱及电气元器件,侧板(1-5)上设有散热器(1-6),工作台(1)前部设有内凹的前储物仓(1-4)和操作面板。3.根据权利要求1所述的一种基于六轴机器人的注塑件飞边自动打磨设备,其特征在于:所述的固定夹座(5-2)设有用于安装气磨(5-3)或电磨的安装孔,且固定夹座(5-2)的一侧设有与安装孔相通的槽口,固定夹座(5-2)设有贯穿槽口的连接孔,固定夹座(5-2)的安装孔内设有防止气磨(5-3)或电磨旋转的凹槽,气磨。打磨力控系统比较便宜大儒科技(苏州)有限公司力于提供力控系统 ,期待您的光临!

加工后的工件往往前后品质不一,公差各不相同,难以得到安定的工艺效用。关于繁杂结构的铸件、毛刺散布分散的铸件也能对应。而且机器人具可编程性,新的产品导入只需要改换工装治具,次序切换就能完成。这使装置具更高的柔性化,更适当目前企业的需要。同机遇器人去毛刺的方案能增加工友休息强度或间接省去工友,无效确保加工质量分歧性,进步全体消费效率,改善工厂任务环境。这些劣势都是很明显的,纵使装置投入本钱略高,也越来越多被企业背负。随着机械人力控技术的发展,浮动部门和打磨工具的使用,如同人手滑过铸件毛刺般开展柔性除去毛刺,能有效性避免导致打磨工具和铸件的损坏,吸收铸件及定位等各方面的误差。力控系统由二种先进的基本机能构成。一种是压力控制机能,当机器人展开工件打磨抛光时,该机能可维持打磨工具对铸件的压力自始至终不变:另一种是变速控制功用,当机器人对工件的表面或分型线展开去毛刺、去飞边操作时,该机能可持续操纵其操作速度。
电气柜是由钢材质加工而成用来保护元器件正常工作的柜子。电气柜制作材料一般分为热轧钢板和冷轧钢板两种。冷轧钢板相对热轧钢板更材质柔软,更适合电气柜的制作。电气柜用途主要用于化工行业,环保行业,电力系统,冶金系统,工业,核电行业,消防安全监控,交通行业等等。在电气柜加工过程中涉及切割、冲孔、抛光和打磨等工艺,传统的抛光方式是操作人员手持抛光机对板材进行抛光,由于人手持抛光机,无法控制一直走直线,导致抛光效果不佳,实用性较低。打磨力控系统安装在机器人上,力控系统可使抛光面均匀平整,提高抛光质量,提高工作效率。打磨力控系统其安装方式、连接方式或设置方式均很简单,客户的技术人员只需按照其附带的使用说明书进行安装和操作即可快速投入打磨生产。力控系统 ,就选大儒科技(苏州)有限公司,有需求可以来电咨询!
大儒科技的DFC智能力控系统力控系统具有以下优点1.全数字化控制:采用全数字化控制,可以实现高精度的数据采集和控制,使系统具有更高的打磨精度和稳定性2.多元化传感技术:系统采用多种传感技术,例如负荷传感器、视觉传感器、压电陶瓷传感器等,能够准确地感知加工状态和位置,提高工作效率和精度3.自适应控制算法:系统采用了自适应控制算法,能够实时调整打磨力度,并根据加工状态进行动态优化,提高整个加工过程的效率和稳定性4.易于维护: 系统结构设计合理,操作简单、易于维护,能够实现远程监控和管理提高生产效率和质量。总之,DFC智能力控系统力控系统能够提高加工精度、降低生产成本,是目前市场上一款应用较多的智能打磨控制系统大儒科技(苏州)有限公司力于提供力控系统 ,欢迎您的来电!抛光力控系统供应
力控系统 ,就选大儒科技(苏州)有限公司,让您满意,有想法可以来我司咨询!抛光力控系统供应
铸件去毛刺去毛刺机器人工作分为接触性和非接触性两类。非接触性作业如喷涂和弧焊,这类机器人对轨迹位置控制精度的要求不高,但对于接触式作业,比如装配、打磨,如果还是按照传统的位置控制的话,就会出现偏差,导致容易导致过磨削或欠磨削。由此,我们不得不提到柔顺控制,柔顺控制也分为主动型和被动型,铸件去毛刺常用被动型柔顺控制。在机器人末端会添加一个柔顺机构,当末端执行器与工件发生接触时,末端柔顺执行器能够调整机器的运动轨迹,从而实现力控。如常用的弹簧(橡皮)浮动和气浮动力控系统头,当接触力过大时,打磨头会远离工件的方向进行偏移运动,当接触力过小时,打磨头会靠近工件方向运动,从而实现衡力打磨。而闭环控制器+浮动顺随补偿器和伺服电主轴的出现又将这种柔顺控制升级了,更好的实现了轨迹位置补偿和加工速度控制。抛光力控系统供应
上一篇: 安徽力控打磨操作简单
下一篇: 通用力控系统性价比高