四川微通道换热器设计
可以极大地提高非均相反应的混合效率;特有的换热层,使得单位面积的换热效率是普通釜式反应釜的1000倍以上,可以精确控制反应的温度。灵活性:该反应器进料系统流速从15到250毫升/分钟。流速范围广,既可用于实验室研发也可用于80吨年通量的小规模生产。满足公司不同的需求。玻璃反应器:玻璃反应器可视性强,易于清洁。可用于光化学反应。极端条件:可以实现-60°C至+230°C温度范围内,压力小于18bar的合成反应;实现大部分液液非均相及气液相条件下的反应。该反应器具有固体处理能力,也可用于气液固三相反应。危险性物质的安全合成:安全合成危险性物质,如过氧化物,重氮化物等。强放热反应的平稳控制。多步合成:反应器具有多个试剂入口,可以在一个反应器中实现多步合成。可放大性:“创阔科技”反应器研究出的工艺条件,可在大规模生产设备上放大。微通道通过各向异性的蚀刻过程可完成加工新型换热器。四川微通道换热器设计
微通道换热器
创阔科技微通道是微型设备的关键部位。为了满足高效传热、传质和化学反应的要求,必须实现高性能机械表面的加工制造,其中包括金属材料制造各种异形微槽道的技术,金属表面制造催化剂载体的技术等。常规微系统微通道的加工制造技术主要有以下4大类:(1)IC技术:从大规模集成电路(IC工艺)发展起来的平面加工工艺和体加工工艺,所使用的材料以单晶硅及在其上形成微米级厚的薄膜为主,通过氧化、化学气相沉积、溅射等方法形成薄膜;再通过光刻、腐蚀特别是各向异性腐蚀、层腐蚀等方法形成各种形状的微型机械。虽然IC工艺的成熟性决定了它目前在微机械领域中的主导地位,但这种表面微加工技术适合于硅材料,并限于平面结构,厚度很薄,限制了应用范围。崇明区微通道换热器设计模具异形水路加工扩散焊接制作。
创阔科技采用真空扩散焊接制造微通道换热器,热交换器作为热管理系统关键装备,小型化(紧凑化)、换热效率高效化是当前该领域的主流发展方向,其使役性能方面的要求也日益严苛。这直接导致了热交换器装备在用材、加工、制造工艺等方面面临极大的挑战。以列管式换热器为例,对于薄壁或超薄壁的换热管,是以产品结构优化使用分体机械加工再真空扩散焊接加工来完成,然而普通的换热管极易发生溶蚀和烧穿,很难难焊并不不能焊。创阔科技团队通过焊接材料成分体系的科学设计、焊接工艺制度的不断优化,机械加工的不断更新,超薄壁换热管的焊接难题可以得到有效的解决。
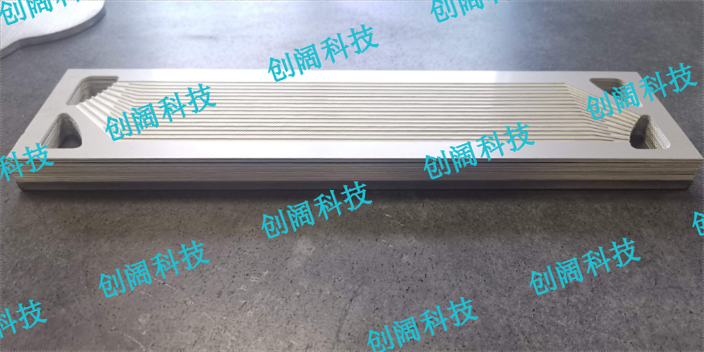
创阔科技换热器有多种,以平板式换热器为例。现阶段创阔科技的平板式换热器制造工艺以真空扩散焊接加工,而钎焊方法因为服役环境对钎料的限制而存在很大的局限性,使用寿命有限,而真空扩散焊方法则可以有效地避免这一问题。但后者对工件的加工质量、表面状态以及设备有着极高的要求。而且,更有甚者,随着换热器结构的紧凑化、小型化发展,真空扩散焊的技术优势进一步彰显,但技术难度的加大也显而易见。换热器微通道的变形与界面结合率之间如何取得良好的平衡直接决定了真空扩散焊工艺的成败。创阔科技加工微通道换热器,微米级等多种结构。
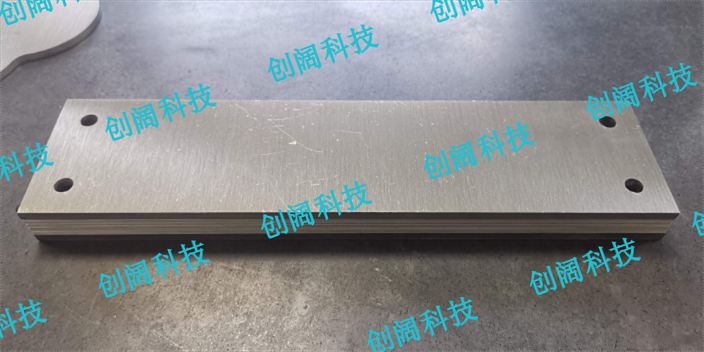
创阔科技制作的微通道换热器,采用真空扩散焊接方式,这种焊接优点是没有焊料,焊缝为母材本体,强度与母材相当,耐高温、耐腐蚀取消了焊料厚度对产品尺寸的影响,相同尺寸下道层数更多,换热性能更好:避免了焊接过程中焊料流动造成的流道堵塞和产生焊渣等多余物;变形量小,流道尺寸更接近理论尺寸,焊后外形较为美观:焊缝熔点与母材相同,后期总装。二次氢弧焊封头、法兰、支架等零件时对芯体焊缝影响较小。产品不易泄漏,可靠性较高。微通道换热器创阔能源科技制作加工。长宁区水冷板微通道换热器
超零界换热器设计加工,创阔科技。四川微通道换热器设计
微通道换热器早应用于电子领域,解决了集成电路中大规模的“热障”问题,目前在制冷行业得到应用。微通道换热器相比常规换热器的优势有:1)换热效率高;2)热响应速率高,可控性好;3)噪声小,运行稳定;4)承压能力好;5)抗腐蚀;6)节约成本,相同换热要求下材料消耗小。目前对于微通道换热器空气侧流动及换热性能的研究,主要是考虑空气流速对换热性能的影响,或者考虑翅片的间距和结构尺寸对于换热性能的影响,没有从翅片开窗角度和翅片开窗数2个方面结合研究翅片对于微通道换热器换热性能的影响。创阔能源科技团队研究计算流体力学方法对不同开窗角度和开窗数目的微通道换热器空气侧流动及换热进行分析,对比翅片结构参数对换热和流动阻力的影响,寻找较优的翅片结构。四川微通道换热器设计
上一篇: 闵行区紧凑型多结构微通道换热器
下一篇: 水冷板微通道换热器技术指导