吴江小型摩擦焊种类
益五机械为您揭秘一维搅拌摩擦焊设备特点。
一维拌摩擦焊设备的特点还在于搅拌摩擦焊设备焊缝质量好:焊缝是在塑性状态下受挤压完成的,属于固相焊接,因而其接头不会产生于冶金凝固有关的一些如裂纹、夹杂、气孔以及合金元素的烧损等熔焊缺点和脆化现象,焊缝性能接近母材,力学性能优异。适于焊接铝、铜、铅、钛等非金属以及合金以及钢铁材料,符合材料等,也可用于异种材料的链接。
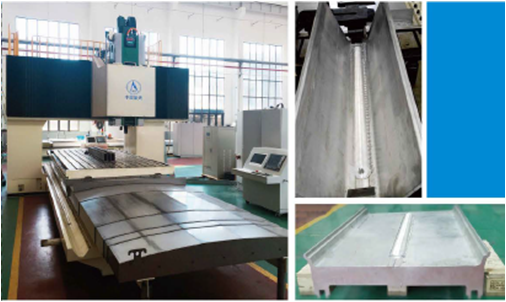
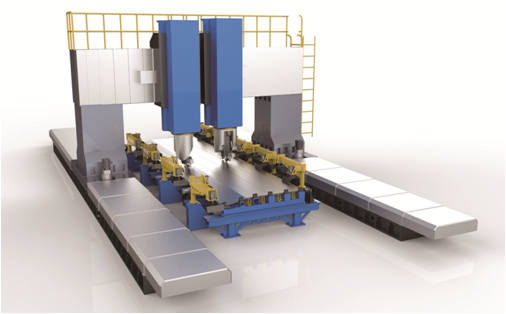
苏州市益五机械科技有限公司主要提供型材加工中心、摩擦焊、慢走丝、加工中心等高精、高速加工设备的销售及服务,与多家生产企业保持良好的合作关系。
摩擦焊设备的分类有哪些,接下来苏州市益五机械为您介绍。吴江小型摩擦焊种类

苏州搅拌摩擦焊的常用术语及定义:
1、旋转:搅拌头旋转启动后,以一定速度插入待焊零件;
2、插入:停留一段时间,搅拌头附近区域的接头材料得到足够的摩擦热输入,从而出现软化变形,并有部分材料被挤到接头外部;
3、焊接:此时可以进行焊接,焊接时热塑化的接头材料不断被搅拌头向后转移,这部分材料在一定锻压力的作用下可以与周围材料形成牢固的扩散连接;
4、离开:焊接完成后,搅拌头以一定速度离开零件表面,焊接过程结束。 在焊接过程中,搅拌针在旋转的同时伸入工件的接缝中,旋转搅拌头(主要是轴肩)与工件之间的摩擦热,使焊头前面的材料发生强烈塑性变形,然后随着焊头的移动,高度塑性变形的材料逐渐沉积在搅拌头的背后,从而形成搅拌摩擦焊焊缝。
以上是苏州搅拌摩擦焊设备的定义,您是否了解了??? 质量激光摩擦焊设备多少钱摩擦焊设备参数咨询苏州市益五。
苏州搅拌摩擦特点——焊接过程中也不需要其它焊接消耗材料,如焊条、焊丝、焊剂及保护气体等。***消耗的是焊接搅拌头。通常在Al合金焊接时,一个工具钢搅拌头可焊到800m长的焊缝。 同时,由于搅拌摩擦焊接时的温度相对较低,因此焊接后结构的残余应力或变形也较熔化焊小得多。特别是Al合金薄板熔化焊接时,结构的平面外变形是非常明显的,无论是采用无变形焊接技术还是焊后冷、热校形技术,都是很麻烦的,而且增加 了结构的制造成本。
搅拌摩擦焊焊接过程——在焊接过程中 工件要刚性固定在背垫上,焊头边高速旋转.边沿工件的接缝与工件相对移动。焊头的突出段伸进材料内部进行摩擦和搅拌,焊头的肩部与工件表面摩擦生热,并用于防止塑性状态材料的溢出,同时可以起到***表面氧化膜的作用。
航空航天搅拌摩擦焊工艺技术有哪些?苏州市 益五机械科技有限公司为您介绍:
搅拌摩擦焊设备工艺技术之——T型接头: T型接头采用特殊的焊接夹具,对中、薄板T型构件实行单面焊三面成型技术,降低焊接热输入、减少焊接变形,因此T型接头搅拌摩擦焊可能是一种极具发展前景的工艺方法。针对轨道交通领域的市场需求,我司积极开展搅拌摩擦焊T型接头的研究工作,接头性能满足使用要求并且优于常规熔焊的接头性能,为进一步拓展FSW的应用领域奠定了基础; 吴江摩擦焊设备供应商报价。
其寿命会有差别。在实际施焊过程中,以达到规定的焊缝长度或达到规定的使用时间为其寿命。例如焊接板厚6mm的6082-T6铝合金时,焊接长度为800m。当搅拌头坏损后,一定要把残留在焊缝内的破损的搅拌指棒取出。目前,采用肉眼观察检验搅拌头是否破损,是不容易的。在实际施焊过程中,达到规定的寿命,必须更换搅拌头,然后通过研磨等修复处理后再使用。4.搅拌头的前进角搅拌头的前进角是指搅拌头中心轴线与工件表面垂线之间的夹角。在一般情况下,搅拌头的前进角定为3-5º。确定前进角的目的,一般认为它可以提高搅拌头的寿命,促进摩擦引起的焊缝金属塑性流动,消除产生缺点的倾向。搅拌头的前进角对焊缝金属塑性流动的影响如图2-4所示。当改变搅拌头的前进角时,焊缝金属的塑性流动停滞点发生很大变化。从图中可以看出,在搅拌头的前进角为零度时,即搅拌头与工件表面垂直,焊缝金属的塑性流动停滞点处于焊根部中心,随着前进角角度的增大,搅拌力增大,塑性流动的停滞点向焊缝上方移动,这有利于消除缺点。图1-4搅拌头前进角对焊缝金属的塑性流动停滞点位置的影响5.搅拌头的位置搅拌头的位置是被焊金属与搅拌头的相对位置有关的参数。为了获得没有缺点的良好接头。苏州市益五机械代理航空航天搅拌摩擦焊设备。镇江特种焊接技术摩擦焊的特点
不同型号的搅拌摩擦焊设备。吴江小型摩擦焊种类
搅拌摩擦焊仍存在以下问题:(1)焊缝无增高在接头设计时要特别注意这一特征。焊接角接接头受到限制,接头形式必须特殊设计。(2)需要对焊缝施加大的压力,限制了搅拌摩擦焊技术在机器人等设备上的应用。(3)焊接结束由于搅拌头的回抽在焊缝中往往残留搅拌指棒的孔,所以必要时,焊接工艺上需要添加“引焊板或退出板”。(4)被焊零件需要由一定的结构刚性或被牢固固定来实现焊接;在焊缝背面必须加一耐摩擦力的垫板。(5)要求对接头的错边量及间隙大小必需严格控制(6)目前只限于对轻金属及其合金的焊接。总之,与熔焊相比,它是一种高质量、高可靠性、***率、低成本的绿色连接技术。目前,搅拌摩擦焊已经可以焊接全部牌号的铝及其合金,如1000系列(纯铝)、2000系列(AL-Cu合金)、3000系列(AL-Mn合金)、4000系列(AL-Si合金)、5000系列(AL-Mg合金)、6000系列(AL-Mg-Si合金)、7000系列(AL-Zn合金)、8000系列(其它铝合金)。也已实现铝基复合材料以及铸材和锻压板材的铝合金搅拌摩擦焊。铝合金搅拌摩擦焊的可焊厚度从初期的~,现已在工业生产中应用搅拌摩擦焊成功地焊接了厚度为~25mm铝合金。并且已实现单面焊的厚度达50mm、双面焊可以焊接70mm的铝合金。吴江小型摩擦焊种类
苏州市益五机械科技有限公司位于江苏省苏州市,注册资本200-300万元,旗下拥有11~50人***专业的员工。专业的团队大多数员工都有多年工作经验,熟悉行业专业知识技能,致力于发展普拉迪型材加工中心,航天搅拌摩擦焊,,发那科慢走丝,,发那科钻攻的品牌。公司坚持以客户为中心、研发,生产,销售:机械配件,模具,五金制品。销售:刀具(不含管制刀具),机械设备,润滑油,提供机械设备维修服务。(依法须经批准的项目,经相关部门批准后方可开展经营活动),自动化解决方案,数控设备销售等。市场为导向,重信誉,保质量,想客户之所想,急用户之所急,全力以赴满足客户的一切需要。自公司成立以来,一直秉承“以质量求生存,以信誉求发展”的经营理念,始终坚持以客户的需求和满意为**,为客户提供质量的[ "型材加工中心", "摩擦焊", "慢走丝", "钻攻" ],从而使公司不断发展壮大。