园区小型摩擦焊专业
另外,汽车及工程机械上风扇轴支座组件、空心后轴、前悬架、自动变速器输出轴、无变形飞轮齿圈、发电机支座、粘性传动风扇联轴节、起动机小齿轮组件、速度选择轴、变扭器盖、汽车液压千斤顶、转向节、司机侧气囊充气器、万向节组件、凸轮轴、水泵毂和轴、直接离合器鼓和毂组件、后桥壳管、倾斜转向轴、叉、冷却风扇电机壳体和轴、等速万向节、连轴齿轮、变扭器盖、传动轴、叉、涡轮传动轴、**轴、涡轮增压器、乘客侧气囊充气器、汽车用扁尾套筒扳手、后悬架臂、空调机蓄压器等的制造过程中均可利用摩擦焊接工艺简化制造工艺和降低生产成本。摩擦焊分类编辑摩擦焊技术经过长年的发展,已经发展出很多种摩擦焊接的分类:摩擦螺柱焊、摩擦堆焊、第三体摩擦焊、嵌入摩擦焊、惯性摩擦焊、搅拌摩擦焊、径向摩擦焊、线性摩擦焊和摩擦叠焊等。 苏州搅拌摩擦焊设备的用途。园区小型摩擦焊专业
有些**摩擦焊机可以保证焊件的长度公差为土,偏心度小于。因此,摩擦焊不仅用来焊接毛坯,而且还可以焊接装配好的成品。4、焊机功率小、省电能。摩擦焊和闪光焊相比较,节省电能为80~90%左右。5、摩擦焊的工作场地卫生,没有火花、弧光及有害气体,有利于环境保护,适于和其他先进的金属加工方法一起用于自动生产线[3]。摩擦焊应用编辑摩擦焊接以其节能、无污染的技术特色,在航空、航天、核能、兵器、汽车、电力、海洋开发、机械制造等新技术和传统产业部门得到了愈来愈***的应用。 无锡口碑好摩擦焊应用苏州摩擦焊设备供应商电话。
而轴肩的直径大于搅拌指棒的直径。搅拌头的轴肩的作用:一是可以保证搅拌指棒插入的深度;其次是轴肩与被焊材料的表面紧密接触,防止处于塑性状态的母材表面的金属排出而造成的损失和氧化;三是与母材表面摩擦生热,提供部分焊接所需要的搅拌摩擦热。FSW接头焊缝的比较大宽度决定于摩擦搅拌棒肩部直径大小。搅拌摩擦焊要求特殊形状的搅拌指棒,一般要用具有良好耐高温力学和物理特性的抗磨损材料制造。对于铝及其合金等轻型合金材料,在焊接过程中搅拌头的磨损程度很小。焊接过程中,因为搅拌头对焊接区域的材料具有向下挤压和侧向挤压的倾向,所以被焊工件要夹装背垫和夹紧固定,以便承受搅拌头施加的轴向力、纵向力(沿着焊接方向)以及侧向力。通过研究,在对接接头中,搅拌摩擦焊对焊接接头形状、清洁度以及接头装配间隙均有较大的工艺裕度,如搅拌摩擦焊对接焊时在接头间隙为厚度10%的条件下,同样可以得到优良的焊接接头。二、搅拌摩擦焊的特点搅拌摩擦焊由于它是一种固相连接,所以与其他焊接方法相比具有很多的优越性。1.搅拌摩擦焊的优点(1)搅拌摩擦焊是一种***、节能的连接方法对于厚度为,可单道焊双面成型,总功率输入约为3kw。
益五机械为您揭秘一维搅拌摩擦焊设备特点。
苏州市益五机械科技有限公司大家或许很熟悉,没错,是苏州地区专门供应搅拌摩擦焊设备、发那科慢走丝设备的供应商。不过***,不是为您介绍苏州市益五机械怎么样的,是为您揭秘一维搅拌摩擦焊设备特点的。
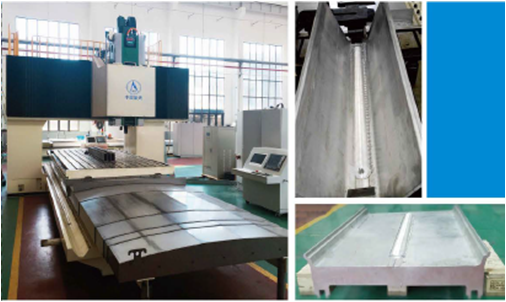
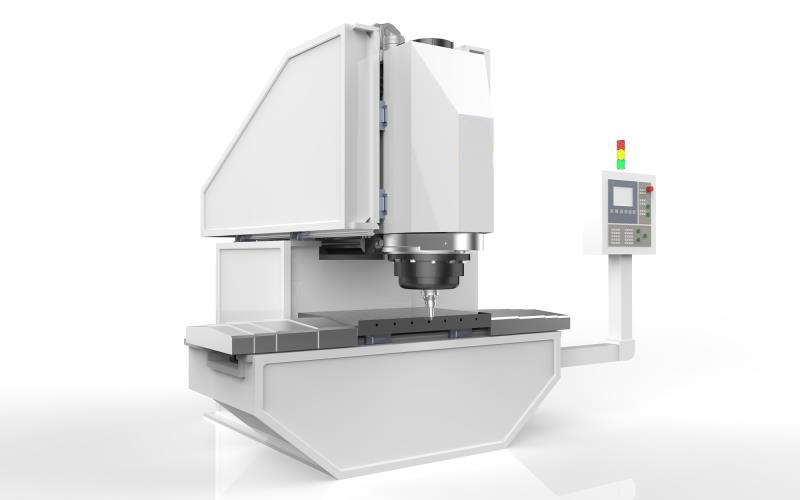
这款一维搅拌摩擦焊设备其特点就是这款设备的主轴采用四面环抱式方滑枕结构,采用高硬度平面硬轨,刚性强。主要使用于轨道列车车体中的车钩座等大厚度链接件及高校科研试验焊接。
所以这款一维搅拌摩擦焊设备可以满足用户不同的焊接需求。 摩擦焊设备采购、安装一站式服务。

苏州益五机械之苏州搅拌摩擦焊应用,该设备主要是用在熔化温度较低的有色金属,如Al、cu等合金。这和搅拌头的材料选择及搅拌头的工作寿命有关。当然,这也和有色金属熔化焊接相对困难有关,迫使人们在有色金属焊接时寻找非熔化的焊接方法。对于延性好、容易发生塑性变形的黑色材料,经辅助加热或利用其超塑性,也有可能实现搅拌摩擦焊,但这就要看熔化焊和搅拌摩擦焊哪个技术经济指标更合理来决定。 搅拌摩擦焊在有色金属的连接中已获得成功的应用, 另外,搅拌摩擦焊作为一种固相焊接方法,焊接前及焊接过程中对环境的污染小。焊前工件无需严格的表面清理准备要求,焊接过程中的摩擦和搅拌可以去除焊件表面的氧化膜,焊接过程中也无烟尘和飞溅.同时噪声低。由于搅拌摩擦焊**是靠焊头旋转并移动,逐步实现整条焊缝的焊接,所以比熔化焊甚至常规摩擦焊更节省能源。
摩擦焊设备_益五机械科技有限公司。园区线性摩擦焊是什么
苏州摩擦焊设备怎么样。园区小型摩擦焊专业
搅拌摩擦焊也适用于钛合金、镁合金、铜合金、铁合金等材料的连接。针对不同的零部件和应用对象,开发研制了系列的搅拌摩擦焊**设备,并且在航空、航天、船舶、汽车等制造领域得到应用。设备主要由机械部分、主轴驱动系统、液压系统、高精度焊接平台及焊接夹具、控制系统、位置传感系统等组成。一影响FSW焊接的因素影响FSW焊接过程稳定性和焊接质量的因素,主要有搅拌头的形状、搅拌头的位置、搅拌头的转速、焊接速度、接头精度以及材料拘束等。表2-1列出了影响FSW焊的主要工艺因素和它们的内容要点表2-1搅拌摩擦焊的工艺因素1.搅拌指棒的材质及形状(1)搅拌指棒的材质由于搅拌指棒要产生并承受摩擦热,高温剪切强度是搅拌指棒根部必须考虑的一个很重要的因素。目前英国焊接研究所采用工具钢来制作搅拌指棒,例如TWI的Nicholas采用工具钢AISI-H13。日本采用了SUS440马氏体不锈钢以及工具钢SKD61作为搅拌指棒的材料。从搅拌指棒的高温强度出发,目前搅拌摩檫焊只能焊接铝、镁及其合金和铜合金等。随着搅拌指棒的材质不断开发,可以预见会有更多的材料适用于搅拌摩檫焊焊接。(2)搅拌指棒的形状搅拌指棒的形状为单纯圆柱形或加工成稍带锥形的圆柱形。园区小型摩擦焊专业
苏州市益五机械科技有限公司创办于2015-05-29 00:00:00,是一家服务型的公司。经过多年不断的历练探索和创新发展,益五机械是一家有限责任公司企业,一直贯彻“以人为本,服务于社会”的经营理念;“质量高速,诚守信誉,持续发展”的质量方针。公司始终坚持客户需求***的原则,致力于提供高质量的[ "型材加工中心", "摩擦焊", "慢走丝", "钻攻" ]。益五机械将以真诚的服务、创新的理念、***的产品,为彼此赢得全新的未来!